





鈑金零件的差異,鈑金加工過程可能會有所不同,但總數(shù)不超過以下:、設(shè)計并繪制鈑金零件的零件圖,也稱為三個視圖。它的功能是通過繪圖來表示鈑金零件的結(jié)構(gòu);2、繪制擴展圖。那就是將一個結(jié)構(gòu)復(fù)雜的部分?jǐn)U展成一個扁平的部分;3、有很多種方法可以下料;4、邊緣對于攻絲,邊緣也稱為泵孔,是在較小的基孔上畫一個稍大的孔,然后敲擊孔。






鈑金加工工藝展開注意事項,展開圖是依據(jù)零件圖(3D)展開的平面圖(2D)、抽牙、壓鉚、撕裂、沖凸點(包),等位置方向,畫出剖視圖2、核對材質(zhì),板厚,以板厚公差3、特殊角度,折彎角內(nèi)半徑(一般R=0。5)要試折而定展開4、有易出錯(相似不對稱)的地方應(yīng)重點提示5、尺寸較多的地方要加放大圖6、需噴涂保護(hù)地方須表示。
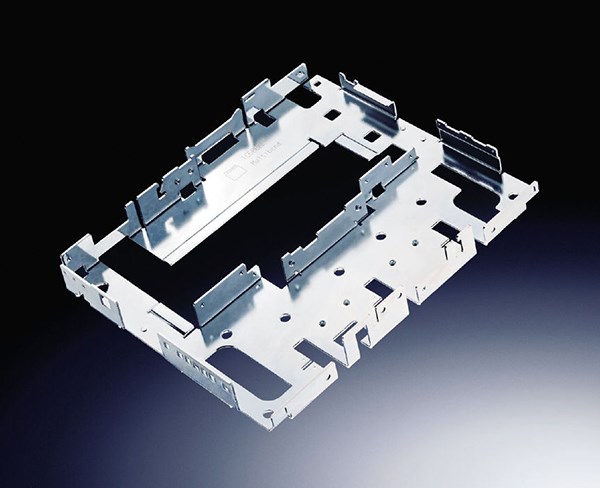
鈑金加工工藝流程你知道多少折彎時要首先要根據(jù)圖紙上的尺寸,材料厚度確定折彎時用的刀具和刀槽,避免產(chǎn)品與刀具相碰撞引起變形是上模選用的關(guān)鍵(在同一個產(chǎn)品中,可能會用到不同型號的上模),下模的選用根據(jù)板材的厚度來確定。其次是確定折彎的先后順序,折彎一般規(guī)律是先內(nèi)后外,先小后大,先特殊后普通。有要壓死邊的工件首先將工件折彎到30°—40°,然后用整平模將工件壓死。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


